弧面凸轮加工方法研究 凸轮轴的楔横轧工艺
弧面分度凸轮机构中蜗杆凸轮的数控加工 凸轮轴承的安装技巧
讨论下盘形凸轮四
讨论下盘形凸轮三
平面凸轮零件的数控铣削加工工艺
弧面分度凸轮机构中蜗杆凸轮的数控加工
• 我们知道,弧面分度凸轮机构中蜗杆凸轮主要用作间歇分度,凸轮每转一周,带滚子的从动件转动一个角度并停歇一段时间。转动角度的大小随滚子的数目而不同。停歇时间与转动时间的比例也可以根据需要而定。
我们知道,弧面分度凸轮机构中蜗杆凸轮主要用作间歇分度,凸轮每转一周,带滚子的从动件转动一个角度并停歇一段时间。转动角度的大小随滚子的数目而不同。停歇时间与转动时间的比例也可以根据需要而定。弧面分度凸轮机构中蜗杆凸轮主要用作间歇分度,凸轮每转一周,带滚子的从动件转动一个角度并停歇一段时间。转动角度的大小随滚子的数目而不同。停歇时间与转动时间的比例也可以根据需要而定。
图 1
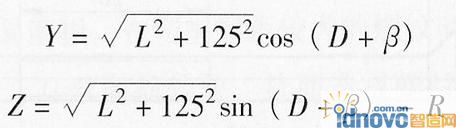
图 1 所示为用于两垂直交错轴问分度传动的弧而凸轮饥构。主动凸轮为轮廓呈突脊状的圆弧回转体,从动转盘上装有几个沿周向均匀分布的滚子。凸轮旋转时,其分度段轮廓推动滚子,使转盘分度转位 ; 当凸轮转到其停歇段轮廓时,转盘上的两个滚子跨夹征凸轮的圆环面突脊上,使转盘停止转动。图 1a 所示,定位圆环面位于凸轮中央,适用于高速、轻载和滚子数较少的场合。图 1b 所示,定位圆环面位于凸轮两端,适用于滚子数较多的中、低速和中、重载场合。弧面分度凸轮类似于具有变螺旋角的面蜗杆,转盘相当于具有滚子齿的蜗轮。所以弧面凸轮也有单头、多头和左旋、右旋之分。图中所示为单头右旋弧面凸轮。凸轮和转盘转动方向间的关系,可用类似蜗杆蜗轮传动的方法来判定。 4
1. 工艺分析
图 2
弧面分度凸轮类似于具有变螺旋角的弧面蜗杆,转盘相当于具有滚子齿的蜗轮,这样凸轮轮廓的形成过程相当于绕凸轮轴线的自身回转和轴线的转动两个运动过程形成,加工中具有一定的难度。如果根据啮合原理来加工凸轮,只需两个回转运动即可完成加工,但需要专用设备。我们在这里讨论的是应用加工中心的技术来完成弧面分度凸轮机构的加工。图 2 是北京 MYCO 公司加工中心换刀机构中所用的凸轮 ( 此蜗杆凸轮在我厂卧式加工中心已批量加工,机床型号: ECOCUT 1XZ/TD2 ,生产厂家: DORRIES SCHARMANN( 德国 ) ,数控系统: SINUMERIK880) 。从图 2 分析,转盘中心与凸轮轴线间距离为 125mm ,凸轮弧面半径为 R47.5mm ,除螺旋槽外,加工件并不复杂。但考虑在加工螺旋槽时,凸轮需绕自身轴线旋转,且轴线还需要一个摆动,因此,考虑到工件的装夹和加工过程中与刀具的干涉等因素,工件需要留工艺加长,螺旋槽的加工,装夹采用一夹、一顶的方式。从图样中得知,螺旋槽宽度为 φ26+0.05+0.03mm ,分两次加工,粗加工时,选用 SECO 公司 φ25mm 的键槽铣刀 (n=400r/min , νf=30mm/min) ,精加工时,选用 SECO 公司 φ26H7 的键槽铣刀 (n=550r/min , νf=20mm/min) 。采用油冷却、润滑。工艺加长图见图 3 。
图 3
2. 工艺过程 4
数控车床加工凸轮外形 ( 留工艺加长 )→ 加工中心铣螺旋槽 → 数控车床去掉工艺加长 → 插床加工键槽 → 铣床铣去不完整曲线轮廓 → 钳工修磨。
3. 数控程序的编制与加工
(1) 流程图如图 4 所示。
图 4
(2) 数学模型的建立由工作原理可知:凸轮带动转盘绕回转中心转动,而回转中心的位置是不变的。由加工示意图 ( 见图 5) 可看出: M 点相当于回转中心点 ( 且过刀具中心轴线 ) , MN 即为凸轮到转盘的中心距,工件装夹好后, L 是一定的,这样在任何时刻,由 MN0 构成的三角形都是不变的,我们可以确定 M 点的运动轨迹,从而进一步得到刀尖的运动轨迹来达到加工凸轮的目的。凸轮型线的形成过程是工件绕 B 轴的旋转和绕 A 轴的旋转及沿 Y 轴和 Z 轴的移动来形成的,因此,需四轴联动才能完成此凸轮的加工。
图 5
根据图 6 要求进行分析:
图 6
由图 6 要求可知,凸轮上升、下降曲线为修正正弦加速度曲线,其方程式为:
从以上关系式即可确定 α 与 β 之间的对应关系。根据 β 角从加工示意图中可看出,能够确定 M 点的运动轨迹,从而得到刀尖的运动轨迹,即:求出刀尖加工点的 Y 、 Z 坐标值。最终完成凸轮的加工。
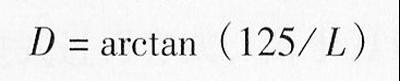
从加工示意图中可看出:
刀尖运动轨迹坐标:
(3) 根据分析结果编制 BASIC 程序 BASIC 程序清单略。
(4) 生成 NC 代码从 BASIC 程序清单可看出生成 WJP1111.TXT 、 WJP2222.TXT 、 WJP3333.TXT 三个文本文件,此三个文件即为加工凸轮的 NC 程序 (NC 程序清单内容略 ) 。
(5) 将 NC 程序输入机床通过机床面板或传输设备将 NC 程序输入机床。
(6) 完成加工 5.
版权所有:深圳分割器凸轮机械有限公司 http://www.siyinji168.cn 凸轮制造厂专业设计生产销售,平面凸轮,平面凸轮加工,异型凸轮,移动凸轮,凸轮加工,分割器凸轮,槽轮,加工凸轮,槽轮加工,端面凸轮,沟槽凸轮,圆柱凸轮等产品。












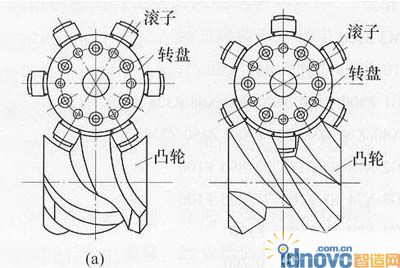
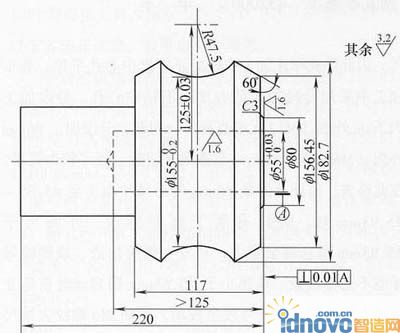
 图 4
图 4